.jpg "Electrodes for LF Refining Furnace")
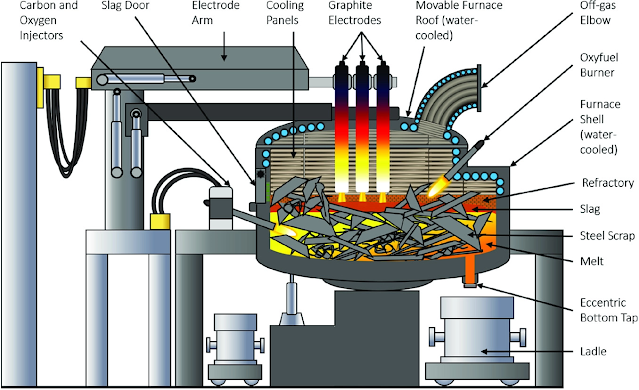
Control and Application of Electrodes for LF Refining Furnace
As a widely used out-of-furnace refining equipment, the LF ladle refining furnace takes the electrode regulator as the core and needs to realize reasonable control of the electrode position in order to keep the arc length constant. However, at present, affected by various factors such as feeding, argon blowing, and stirring, the arc length is prone to change, resulting in a change in the arc power, which not only impacts the power grid but also causes excessive electrode loss. Therefore, the research on the electrode control strategy of LF ladle refining furnaces should also be strengthened in order to make the equipment run stably.
1. Electrode control requirements of LF ladle refining furnace
In terms of production control of the LF ladle refining furnace, only by keeping the input power in the furnace constant can the arc length be kept constant. In the arc collection, it is necessary to use the constant impedance constant factor to realize the input power control. However, in actual production, the temperature in the furnace will continue to change, the ratio of arc voltage to current is not fixed, and the constant impedance adjustment will produce deviations, resulting in the arc voltage failing to meet the control requirements. Using the electrode adjuster, the electrode position can be adjusted, so that the ratio of arc current and voltage can be adjusted, and the arc length control can be enhanced by adjusting the arc power. With the electrode regulator, the arc gap length of each electrode needs to be adjusted to ensure a safe distance between the electrode and the molten steel and to determine the best working point for arc heating. At this stage, the PID control method is mostly used for electrode adjustment control, which can observe the deviation signal through proportional adjustment, reduce the error by controlling the input and output error signals, and optimize the dynamic characteristics of the regulator. However, in practical applications, the electrode regulator is time-varying and cannot meet the electrode control requirements in most cases.
2. Electrode control problem of LF ladle refining furnace
At present, there are three main problems in the electrode control of the LF ladle refining furnace. First of all, under the condition of high arc temperature, the electrode will sublime, resulting in large end face consumption. Due to the low pre-arc temperature and thermal stress, the slag-liquid contact surface in the electrode end is prone to decompose, resulting in excessive current fluctuations, resulting in excessive current density, resulting in unbalanced stress at the end, and prone to end face peeling. Second, the problem of oxidative depletion occurs on the surface of the cylinder on the side of the electrode. During normal operation, the pressure in the furnace remains stable, and a chemical reaction occurs between the electrode surface and the circuit. When the temperature reaches 400 °C, the surface of the electrode will be penetrated due to oxidation, and the problem of surface area oxidation will occur. Furthermore, the electrodes are prone to breakage and consumption. Under the action of the electrode column, the highest joint and joint seat position will break. Because the joint between the electrodes is not tightened tightly, small cracks will appear, which will lead to contact resistance between the electrodes, resulting in local overheating of the connection position, which affects the thermal insulation performance of the refining furnace. At the same time as the breaking consumption occurs, there will be a three-phase current imbalance problem, causing the electrode to face the risk of high-risk fracture. The occurrence of low-level breakage is related to the loosening of the butt joint, and the electrode is easy to fall into the molten pool, resulting in the occurrence of carbon increase problems.
3. Electrode control strategy of LF ladle refining furnace
3.1 Electrode regulation control strategy
Combined with the requirements of electrode adjustment control, a PLC adjustment system equipped with switch and analog input and output templates can be used to realize current and voltage signal adjustment control, and control the input and output of related switch quantities. In the electrode lift adjustment, it is necessary to complete the setting of the proportional coefficient of the independent impedance controller, and use the PI control algorithm to achieve automatic adjustment to achieve the goal of automatically adjusting the electrode impedance. On the secondary side of the transformer, the voltage detection box can be connected to detect the arc voltage, and the standard signal can be obtained by converting the voltage transformer. The neutral point of the transformer can be set at the intersection center point of the contact position between the wheel of the ladle car and the rail, and the detection box can be connected by a cable. Using the system "power circle diagram" tool, it can realize the calculation of the best working point of each gear. The operating point is located on the tap curve of the transformer, and the tap changer can be used for gear switching, and the operating point on the tapping circle is determined according to the power factor and the intersection of the power curve to adapt to different operating conditions.
3.2 Electrode protection control strategy
In terms of electrode control of LF ladle refining furnaces, various protection control strategies need to be adopted. First of all, it is necessary to implement overcurrent protection. When the arc current is detected and found that the arc current exceeds the maximum set value, the system overcurrent protection function is used to realize the simultaneous emergency lifting of the three-phase electrodes. When the arc current fed back by the electrode is larger, the lifting speed is also faster. In the current detection, there is a difference between the limit value and the arc current, and the PI regulator needs to be used for the integral calculation to realize the output limit and ensure that the three-phase electrodes are in a reasonable motion state. Through the statistical analysis, the maximum three-phase electrode current can be determined, which is used to realize overcurrent control and avoid the overload problem of the electrode. Secondly, it is necessary to strengthen the electrode short-circuit protection. When the impedance is lower than the minimum set value and exceeds the protection time, the short-circuit control function needs to be automatically turned on.
3.3 Electrode monitoring management strategy
Using the pressure transmitter, the pressure value in the hydraulic cylinder can be converted into a standard signal to realize PLC chain control. When the steel slag is crusted on the molten steel surface, the electrode cannot be lowered, and the pressure of the hydraulic cylinder continues to drop, which easily causes the electrode to break. When the adjustment system detects that the pressure of a certain phase is lower than the set alarm value, the control electrode is quickly raised, and then the arc is dropped again. If the arc is unsuccessful three consecutive times, the system will raise the three-phase electrode to a high position, and then issue an audible and visual alarm that the electrode is in contact with a non-conductive object. During system operation, screen monitoring and analysis need to be implemented. Combined with the system monitoring data and display status, the setting of parameters such as transformer gear and voltage value can be completed, so that the automatic and manual status switching can be completed when the current reaches the maximum. According to the fault problems prompted by the screen, the system report data analysis can be realized, which can optimize the system operating properly. If the power transmission gear is optimized, a small current is used to preheat the cold electrode for the first power transmission to reduce the thermal shock and fall off of the electrode surface.
4. Conclusion
To sum up, in terms of electrode control of the LF ladle refining furnace, it is necessary to strengthen the control of electrode lift adjustment. The use of a complete set of PLC control systems can effectively control the arc length in each smelting stage, and successfully shorten the arc stabilization time in the arcing stage. Adopting corresponding protection and control strategies can strengthen various protections such as electrode overcurrent protection and short-circuit protection, reduce the loss of electrodes, and avoid electrode breakage through monitoring and management, thereby improving the service life and efficiency of the equipment.
Free send inquiries to stella@hanrm.com or inquiry99@hanmetallurgy.com if any needs.
Email: stella@hanrm.com Or stellarollingmill@gmail.com inquiry99@hanmetallurgy.com
Whatsapp/Wechat:+8615877652925
Website: https://www.hanmetallurgy.com/

.jpg)








没有评论:
发表评论