Ladle Furnace Electrode Consumption
1 Introduction
Ladle Furnace electrode consumption: Graphite electrode is the main heating component and indispensable consumable material for electric furnace steelmaking and ladles furnace refining. In 1982, the output of electric furnace steel in the world was 160 million tons, and the consumption of graphite electrodes was 1.2 million tons. In 1985, the world produced a total of 1.4 million tons of graphite electrodes. It is estimated that by 2000, the output of electric furnace steel will reach 280 million tons, and 1.9 million tons of graphite electrodes will be required then.
Between 1980 and 1989, the consumption cost of graphite electrodes, although decreased by 3.56%, still accounted for 6% of the total cost of EAF steel. Therefore, metallurgists are working hard to reduce the consumption of graphite electrodes.
There are two ways to reduce EAF & ladle furnace electrode consumption: one is to improve the quality of graphite electrodes as much as possible; the other is to use all possible operating techniques in electric furnace steelmaking and ladle furnace refining to reduce graphite electrode consumption.
2. Factors Affecting the Consumption of EAF & Ladle Furnace Graphite Electrodes
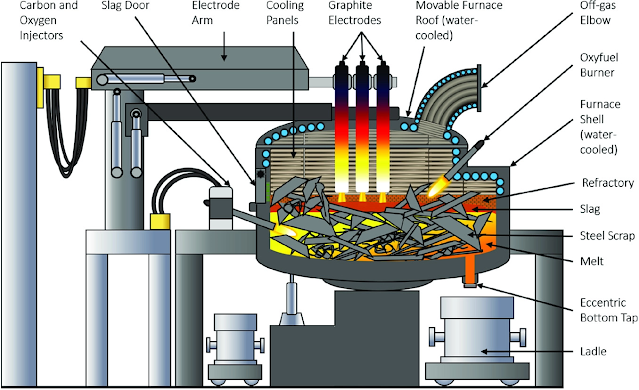
There are two types of electric furnaces that use graphite electrodes for steelmaking: AC electric arc furnaces and DC electric arc furnaces. Most of the ladle refining furnaces using graphite electrodes are three-phase AC ladle furnaces.
In the smelting process, the consumption methods of graphite electrodes mainly include end consumption, side consumption, graphite electrode breakage, and electrode residual head consumption. For the ladle refining furnace, the use of graphite electrodes has the characteristics of intermittent operation. The graphite electrodes are more severely subjected to thermal shocks of rapid cooling and rapid heating, and the phenomenon of end scattering is prone to occur. Therefore, the end consumption is more serious than that of electrodes used in general electric arc furnaces.
Taken together, the factors affecting the consumption of graphite electrodes can be divided into electrical, mechanical, oxidative, and management aspects according to their properties.
2.1 Electrical Factors
2.1.1 Electric Power
The optimal power system is adopted, that is, the highest possible voltage-to-current ratio and short thermal shutdown time are used to maintain full-load power operation so that the electric energy is in a state of high utilization. This reduces EAF & ladle furnace energy consumption and graphite electrode consumption.
As the current increases, the temperature of the entire graphite electrode alumni association increases. Therefore, the side consumption of the graphite electrode is also affected.
The heat generated by an increase in current obeys Joule's law. The current density of graphite electrodes and their joints has a certain limit. If the limit value is exceeded, the possibility of graphite electrode cracking, residual head consumption, and fracture rate will increase.
2.1.3 Arc Length
Increasing the arc length means that the penetration diameter of the graphite electrode to the charge is larger, so the possibility of the graphite electrode breaking due to the collapse of the material is also reduced accordingly. The long arc operation accelerates the melting of the charge, but after the furnace is melted, the heat radiation on the furnace wall is also greater. Generally, the appropriate furnace type (water-cooled furnace wall, furnace cover) and operation mode (foaming slag and reverse time reduction voltage should be used) tap).
2.1.4 Graphite Electrode Adjustment
The fracture of the graphite electrode is largely caused by the misoperation of the graphite electrode adjustment, so all the mechanical and electrical components of the adjustment system should be in good working condition.
The lifting operation of the graphite electrode should conform to the characteristics of the adjustment mechanism, especially to avoid mechanical breakage when the graphite electrode is lowered to the charge, and the lowering speed should be as uniform as possible. The overload current signal that causes the graphite electrode to rise rapidly may reduce the breakage of the graphite electrode when the charge is collapsed. Various graphite electrode protectors that operate by controlling hydraulic pressure, motor current, matching current, or cable tension can play a positive role in preventing the graphite electrode from falling onto non-conductive materials and breaking.
2.1.5 Electromagnetic Phase Rotation
When a large electric furnace uses a large current, choosing the correct electromagnetic phase rotation direction will also help to avoid loosening of the graphite electrode joint connection. Looking down from the top down, the phase rotation direction should be counterclockwise.
2.1.6 Electrode Holder
The contact resistance between the electrode holder and the graphite electrode is particularly important for high-power electric furnaces.
Under the water cooling system, choosing the appropriate clamping force and clamping surface can prevent the graphite electrode clamping part from overheating due to the increase in contact resistance.
2.2 Mechanical Factors
2. 2. 1 Feeding Method
In addition to the adjustment of graphite electrodes, the fracture rate of graphite electrodes is also closely related to the feeding method in the smelting operation. During the charging process, efforts should be made to: avoid the collapse of heavy materials; the graphite electrode does not contact non-conductive materials; the melting time of the charge is the shortest.
2.2.2 Furnace Condition and Specific Operation
There is also a certain influence on the consumption of the graphite electrode. In order to reduce the consumption of the electrode, the following aspects should be paid attention to the whole graphite electrode should be well positioned longitudinally; the width of the gap between the graphite electrode and the furnace cover hole is moderate, and the graphite electrode is in the center of the furnace cover hole; the graphite electrode is in the center of the furnace cover hole; The mechanical vibration of the electrode and the cross arm of the graphite electrode may cause the jacket to break or the side of the electrode to be impacted. The tilting of the furnace, the rise, and rotation of the furnace cover should be as gentle as possible; after charging, the scrap falling on the upper edge of the furnace shell should be removed. , so that the furnace cover is in a normal horizontal position; when the furnace is tilted, the furnace cover must not slide.
2.2.3 Electrode Type and the Diameter
In the choice of graphite electrode, the decisive factor is the electrical load and mechanical load of the graphite electrode. For a specific electric furnace, the diameter of the graphite electrode can be determined with reference to Figure 1. Ladle refining furnace The relationship between electrode diameter and current load is shown in Figure 2. At the same time, long graphite electrodes should be used as much as possible to reduce connection points and waste electrode residues.
2.3 Oxidative Factors
The side consumption caused by the oxidation of the surface of the graphite electrode basically depends on the oxygen supply above 500 °C, the surface area of the graphite electrode, the surface temperature of the graphite electrode, and the time that the entire graphite electrode rod is exposed to the oxidizing atmosphere.
2.3.1 The time from tapping to tapping improves the furnace operation rate, shortens the time from tapping to tapping, and reduces the unit consumption of electrodes. This can be achieved by using optimal electrical power, optimal smelting process, secondary or ladle metallurgy, and the use of auxiliary energy sources.
2.3.2 The partial pressure in the furnace is to accurately control the inner atmosphere and reduce the surface oxidation of the electrode. The negative pressure in the furnace should not exceed a certain limit value, which is generally about -150Pa.
2.3.3 Sealing of the Furnace
The slag door and auxiliary door of the furnace should be kept closed as much as possible when the furnace is operating. In addition, pay attention to the sealing of the furnace cover ring, furnace cover hole, and water cooling ring or exhaust gas preheater.
2.3.4 Use of Oxygen Oxygen helps the charge to melt quickly, but the oxygen spray gun must not point directly to the electrode. In addition, during refining, oxygen should be blown into the molten steel below the slag line to avoid aggravating the oxidation of the electrode surface.
2.3.5 The dipping electrode of the graphite electrode must not be inserted into the molten steel, otherwise the consumption of the end of the graphite electrode and the residual head will be greatly increased due to the erosion of the molten steel. 2.3.6 The amount and composition of the slag should also be reasonably controlled, Generally, under the premise of ensuring submerged arc and refining needs, the amount of slag should be reduced as much as possible, and the erosion of oxidizing slag on graphite electrodes must be greater than that of reducing slag.
2.4 Management Factors
2.4.1 Transportation and Storage
Graphite electrodes and joints should be handled with care during transportation to avoid damage or breakage.
Graphite electrodes and graphite electrode connectors should be stored in a dry, dust-free place. If it can only be stored in the open air, the electrodes and connectors must be covered with waterproof canvas. Graphite electrodes or joints stored in the open air cannot be used directly but should be properly dried.
2.4.2 Assembling of Graphite Electrodes
The ideal assembly means that the positions of the graphite electrode joints are symmetrically matched, so that the mechanical strength is uniform and the current transmission is good, which can prevent the graphite electrode from cracking or even breaking due to excessive thermal stress concentration, reducing the electrical conductivity. Extreme top and stump consumption.
2.5 Relevant Technologies for Reducing Electrode Consumption
The successful application of some new technologies has effectively reduced the consumption of graphite electrodes. In terms of smelting operations and processes, there are eccentric bottom tapping, scrap preheating, water-cooled furnace walls and lids, and long arcs. Foamed slag operation and mineral fuel and oxygen fluxing, etc.; the production of electrodes includes advanced needle coke making graphite electrodes, large extruder (6000t) forming, water-cooled graphite electrodes, supplementary impregnation of graphite electrodes, longitudinal graphitization and graphite electrodes electrode coating, etc.
3. The current situation of production and quality of graphite electrodes in my country In the past ten years, the development of electric furnace steel in my country has been rapid. However, due to the fact that most of the graphite electrodes used in electric furnace steelmaking are ordinary power graphite electrodes, and the development of electric furnace steelmaking-related technologies has not kept up, the consumption of graphite electrodes is far from the foreign level.
With the accelerated development of electric furnace steelmaking in my country, the number of high-power and ultra-high-power electric furnaces newly built in various places has increased rapidly. Only in East China, more than 10 high-power and ultra-high-power electric furnaces will be newly built in the near future. After these large electric furnaces are completed and put into operation, only eastern China will need more than 10,000t of ultra-high-power graphite electrodes. Among them, Shanghai needs 4,000t of large-scale high-power graphite electrodes with a diameter of 650-700mm, and Jiangsu needs about 5,000t.
At present, there are only 7 large carbon factories producing graphite electrodes in my country, 19 medium-sized carbon factories, and more than 100 small carbon factories, with an annual output of about 170,000 tons of graphite electrodes, but 85% of the graphite electrodes produced by these factories are The above are ordinary graphite electrodes of small and medium size, and ultra-high power electrodes are seriously lacking. At present, there is only one domestic enterprise producing ultra-high-power graphite electrodes in batches, Jilin Carbon Factory, whose annual output can only reach about 1500t, and limited by the capacity of the press, only electrodes with a diameter of less than 600mm can be produced. Although Shanghai Carbon Factory has the most advanced presses imported from Germany and has mastered the complete process formula of ultra-high power electrode production, due to the backwardness of subsequent processes, it cannot form large-scale production capacity, and it can only produce high-voltage electrodes with a diameter of less than 600mm. power electrode. In addition, needle coke, the main raw material for producing ultra-high-power graphite electrodes, still needs to be imported from abroad.
In order to reduce electrode consumption and promote the development of electric furnace steelmaking, the Ministry of Metallurgical Industry promulgated 1992 the industry standards for ultra-high-power graphite electrodes and high-power graphite electrodes that have been implemented since July 1, 1993.
It can be seen from the table that the maximum diameter of ultra-high-power graphite electrodes in my country is only 500mm, while it has generally reached 700mm in foreign countries. At the same time, there is a certain gap between other technical indicators and foreign countries. Obviously, the localization of high-quality large-diameter electrodes cannot be solved in time, which will greatly affect the further reduction of electrode consumption.
4 Conclusion
(1) The consumption forms of graphite electrodes include end consumption, side consumption, breakage, and residual head consumption. The factors affecting the consumption of graphite electrodes can be divided into electrical, mechanical, oxidative, and management aspects according to their properties.
(2) The use of advanced operating technology and graphite electrode production technology is conducive to the reduction of electrode consumption.
(3) At present, the output of high-power graphite electrodes and ultra-high-power graphite electrodes in my country is seriously in short supply, and the quality of electrodes is lower than that of similar foreign products, and the specifications are not complete, which is difficult to meet the needs of current steelmaking production.
(4) Graphite electrode manufacturers should speed up technological transformation, actively adjust product structure, and focus on producing electrode products that are currently in short supply on the market.
Hani is the one-stop supplier able to design, manufacture, install and commission your melt shop and hot rolling mill plant from A to Z.
Free send inquiries to stella@hanrm.com or inquiry99@hanmetallurgy.com if any needs.
Email: stella@hanrm.com Or stellarollingmill@gmail.com inquiry99@hanmetallurgy.com
Whatsapp/Wechat:+8615877652925
Website: https://www.hanmetallurgy.com/
https://www.hanrm.com


.jpg "Electrodes for LF Refining Furnace")







.jpg)







