Electric Arc Steelmaking Furnace
Electric arc steelmaking furnace - a furnace in which the heat of an electric arc is used to melt steel. The capacity of arc furnaces ranges from 6 to 200 tons. These furnaces serve primarily for the smelting of alloyed and high-quality steels, which are difficult to obtain in converters and open-hearth furnaces. One of the main features of an arc furnace is the ability to achieve high temperatures in the working space (up to 2500 °C).
Main Advantages of Electric Arc Steelmaking Furnace:
- The ability to control the redox properties of the medium during melting, as well as to provide a reducing atmosphere and non-oxidizing slags in the furnace, which predetermines a small waste of alloying elements (for reference: waste is metal loss as a result of oxidation during melting or heating);
- Rapid heating of the metal is associated with the input of thermal power in the metal itself. This allows large amounts of alloying elements to be introduced into the furnace;
- Smooth and precise adjustment of steel temperature;
- More complete than in other furnaces, metal deoxidation, obtaining it with a low content of non-metallic inclusions;
- obtaining steel with low sulfur content.
One of the disadvantages of an electric arc steelmaking furnace is the need to ensure high quality of charge materials, of which 75-100% is steel scrap. Scrap should have as little as possible impurities of non-ferrous metals, phosphorus, and rust. Scrap must be heavy to load in one go, because. each load of scrap significantly lengthens the melt. Another disadvantage of the arc furnace is the unproductive use of the furnace capacity during periods of low energy consumption (oxidation and reduction periods).
Arc furnaces are divided into direct-operated furnaces (the arc between the electrode and the heated material), indirect-operated (the arc between the electrodes outside the heated material), and closed-operated (the arc is under the material layer). An example of a closed-action furnace is a ferroalloy furnace. In furnaces of this type, the lowest heat loss through the roof, because. it is shielded from the arc by a layer of material.
Steel arc furnaces are usually direct-acting furnaces and are divided into AC furnaces (ACF) and DC furnaces (DCF). In alternating current furnaces, a three-phase current passes between the electrodes through an intermediary, which is the charge (metal, carbon). These furnaces require expensive devices to compensate for low cos ϕ and there are large inductive resistances of the current supply in a short network, which causes spontaneous power transfer from one phase to another. As a result, the formation of a "dead" (lack of power) and a "wild" (excessive power release) phase is possible.
In DC furnaces, power is released evenly and there are no compensating devices inherent in AC furnaces. Instead of three graphite electrodes, there is only one in the DPPT (although it can be split into several), and the second electrode (anode) is the bottom electrode. The advantages of DC furnaces compared to AC furnaces are 1.5-2 times less consumption of graphite electrodes, 5-15% less power consumption, 10% less wear of refractories, 8 times less dust emission (0.9- 1 kg/t instead of 7-8 kg/t in an AC furnace) and in a lower noise level (90 decibels instead of 120 decibels in AC furnaces).
The main disadvantage of DC electric arc steelmaking furnaces is associated with obtaining direct current from alternating current and high capital costs for current converters. To compensate for this shortcoming, special semiconductor technologies have been developed. The disadvantages of DBPT also include the need to use more expensive electrodes of a larger diameter (700-750 mm) instead of electrodes with a diameter of 350-610 mm in the
EAF and the insufficient reliability of the bottom electrodes.
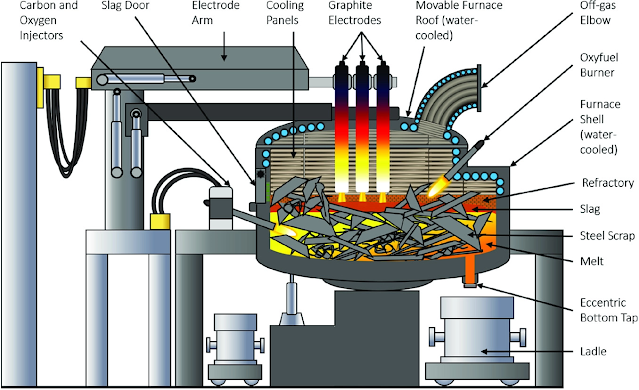
The principle of operation of the chipboard is as follows. Charge materials are loaded onto the hearth of the furnace from above into the openable working space using a tub (basket) with an opening bottom.
After that, the roof of the furnace moves onto the bath, which has the shape of a bowl. The electrodes are lowered through the holes of the arch until a short circuit occurs with the charge and electric arcs are ignited. Melting and heating are carried out due to the heat of electric arcs that occur between the electrodes through liquid metal or metal charges. After melting the charge in the furnace, a layer of liquid metal and slag is formed. By adding deoxidizers and alloying additives to liquid steel, the desired steel composition is achieved. Finished steel and slag are discharged through a drain chute by tilting the working space. The working window, closed by a damper, is designed to control the progress of melting, repair the hearth, load materials, and intermediate slag discharge (during the oxidation period). The temperature of liquid steel during tapping is 120-150 °C higher than the liquidus temperature and is 1550-1650 °C.
In the process of melting, 4 periods are distinguished:
1 - preparation of the furnace for melting (20-40 minutes). Correction of worn areas under filling the hearth with magnesite powder, filling the charge;
2 - melting period (70-180 minutes). The input of the maximum electric power. Heating and melting of the charge; slag formation due to the oxidation of silicon, manganese, carbon, and iron with air oxygen, scale. It is possible to use oxy-fuel burners installed in the walls or on the roof to accelerate the melting of the solid charge. It is possible to blow liquid metal with oxygen to accelerate the process of melting the remains of unmelted charge. Removal of the main mass of phosphorus from the metal due to the presence of the main ferrous slag;
3 - oxidation period (30-90 minutes). Draining the bulk of the slag to remove phosphorus from the furnace; additive of slag-forming additives (lime, etc.); ore additive for intensive oxidation of carbon, obtaining the effect of "boiling", during which metal is dephosphorized and hydrogen and nitrogen are removed with CO bubbles; periodic discharge of foamed slag; heating the metal to the outlet temperature; complete draining of the oxidizing slag to prevent the transfer of phosphorus from the slag to the metal during the recovery period;
4 - recovery period (40-120 minutes). The additive of ferromanganese and ferrochromium to bring the content of manganese and chromium to the required for the steel grade being smelted, as well as ferrosilicon and aluminum for metal deoxidation (deoxidation is the removal of oxygen from liquid metal by adding deoxidizers: carbon, silicon, manganese); picking up high-basic slag by adding lime, fluorspar, and fireclay to accelerate deoxidation and removal of sulfur from the metal; deoxidation with ground coke; deoxidation with ground ferrosilicon mixed with lime, fluorspar, and coke; if necessary, the addition of strong deoxidizers: Silico calcium and aluminum; alloying of steel with ferrotungsten, ferrovanadium, ferrosilicon, ferrotitanium, aluminum, etc.; release of steel together with slag for additional conversion of sulfur and non-metallic inclusions into slag.
The main parameters that limit the melting process are the lining temperature and the total electric power. If the temperature is low, then the power is maintained at maximum without the danger of overheating the lining. Temperature exceeding 1500-1800 °C is undesirable for lining. The hearth is usually made of magnesite bricks, and the walls and vault of the bath are made of magnesite-chromite bricks. The resistance of the lining of the walls and the vault ranges from 75-250 melts. The resistance of the hearth is 1500-5000 melts, provided that it is renewed after each melt by filling with magnesite powder. The total thickness of the hearth on furnaces operating with electromagnetic stirring should not exceed 800-900 mm.
During melting, a large number of dusty gases are released from the chipboard (especially during the oxidation period). The temperature of the gases is 900-1400 °C. The average amount of gases during the oxidation period reaches 180-200 m3/(t⋅h). In wet dusting, the gas is cooled and then released into the atmosphere.
To reduce energy consumption in chipboard, the following is recommended:
1. Transfer of oxidation and reduction operations to an arc furnace of lower power (“ladle-furnace” installations. In this case, the idle power is sharply reduced, and, accordingly, the specific energy consumption drops;
2. Preliminary fuel heating of the mixture before loading into the EAF ( electric arc steelmaking furnace). You can use a loading bucket for this. Result: saving expensive electricity;
3. Use of gas-oxygen burners for preheating and melting the charge. Result: reduction in melting time and energy consumption (by 10-15%). The same effect is obtained when carbon-containing materials are blown in an oxygen jet;
4. Use of physical heat of exhaust gases with the use of dry purification for subsequent heating of water or without purification for heating the charge;
5. The use of physical heat of liquid slags for obtaining hot water and other purposes;
6. Inclined installation of electrodes (up to 45 degrees from the vertical), which allows gases to be removed vertically upward through the shaft and to heat the charge. Additional effect: reduced consumption of electrodes due to cooling of their ends.
Arrangement of the Hearth, Walls, and Arch of the Main Electric Arc Steelmaking Furnace
The hearth of an arc furnace, as a rule, withstands a two-year campaign (more than 4,000 melts) until it is completely replaced during the next major overhaul.
The mainlining of the hearth of an arc furnace consists of a ramming layer, a brickwork layer, and a heat-insulating layer. When creating it, the following sequence of operations is observed:
The bottom of the metal casing of the furnace is laid out with sheet asbestos 10-20 mm thick, overlapping the seams between themselves.
Fireclay powder is poured to level the surface (5-30 mm). The walls of the casing are insulated with sheet asbestos in one or two rows. Fireclay bricks are laid on the leveled surface of the bottom in one or two rows on a die and on an edge, filling the seams with fireclay powder and tapping them with a wooden hammer.
Magnesite bricks are laid out on the fireclay on the edge, on the die in linear rows, and the masonry is carried out from the center of the bottom of the furnace to the walls. The seams of parallel rows of masonry should not coincide, therefore, in each row, the bricks are laid out at an angle of 45 ° to the previous row. The masonry is done "dry", by rubbing the bricks together. The thickness of the seams should not exceed 1 and 2 mm, respectively, in the center and at the walls (control with a probe).
Before laying the hearths, bricks of the same size are selected without chipping. Each row of masonry is sprinkled with magnesite powder, tapping the bricks with wooden hammers for compaction. A temperature gap up to 65 mm wide is left around the circumference of the furnace casing, filling it with asbestos wool. Distortions in the width and verticality of the gap are not allowed.
The laying of slopes from normal magnesite bricks is led by ledges. On the masonry of the hearth, a circle of a certain diameter is outlined (depending on the capacity of the electric arc steelmaking furnace) and an edging ring of magnesite brick is laid out along it. The space between the ring and the hearth is leveled with a rammed magnesite mass, and the first row of slopes is laid out on the formed platform. Subsequent rows of laying slopes are carried out with overlapping of the seams of the previous row, forming ledges that provide a given width of the future upper row. The rammed mass is tamped into the temperature gap of the slopes, overlapping it with the upper row of brickwork. After leveling the top of the slopes with magnesite powder, they begin laying the walls.
During the laying of the walls, their thickness is reduced (towards the arch) and the walls are given a slight slope (15-20 °).
To reduce heat losses through the walls, the masonry is isolated from the frame with the asbestos sheet, foam fireclay or fireclay bricks, and other materials. For convenience in work, sheet asbestos is glued to the frame of the furnace with liquid glass.
The walls of the main
electric arc furnaces are laid out with magnesite and chromium-magnesite bricks (Dinas brick in the main furnace quickly slags under the action of lime dust, so this wall laying is not very common). In the walls of heavy-duty arc furnaces, instead of refractory masonry in the upper zone, water-cooled elements are used in accordance with certain requirements (element wall thickness 14-20 mm; water consumption for cooling 6-9 m3 per 1 m2 of wall element area; elimination of contact of elements with slag and metal; water flow rate in the elements is 2-6 m/s; spikes on the surface should prevent the refractory lining and ledge from slipping). The use of water-cooled elements (panels) leads to a slight increase in power consumption for melting (up to 10 kWh/t, or up to 2%), a decrease in refractory consumption by 50%, and an increase in the productivity of the arc furnace up to 25%.
Sufficiently widespread use was made of masonry walls in spare metal frames. The brick in them fits tightly on refractory mortars or concretes of the appropriate compositions.
The laying of the outlet is carried out on mortar or chrome concrete. For laying columns, chromo-magnesite bricks are used, and for arches, periclase-spinel bricks are used. The columns of the working window are made of periclase-spinel bricks. On some furnaces, the drain hole is formed by a thick-walled metal pipe, while the gaps in the lining are sealed with refractory concrete.
Simultaneously with the laying of the walls, the lining of the drain gutter is made. The metal casing of the gutter is laid out with sheet asbestos. The laying of slope adjacent to the drain hole is made of magnesite brick with an overlap to the gutter and ensures its tight docking with fireclay bricks laid in the gutter on a fireclay mortar with a joint thickness of <2 mm. The chamotte masonry of the gutter is coated with a trowel with a mass of chromium concrete and mixed with a solution of magnesium sulfate with a density of 1.2-1.24 g / cm3 to the consistency of a semi-dry mass. The gutter masonry is thoroughly dried with a gas burner until moisture is completely removed.
To drain the metal from the
electric arc furnace into the ladle without slag, closed kettle-type gutters and a bay window are used.
After the completion of the brickwork, they begin to manufacture the working stuffed layer of the hearth. It is performed: 1) from magnesite powder on the dehydrated resin (89% magnesite, 10% coal tar, and 1% pitch); 2) liquid glass, and 3) dry. Before stuffing on resin, the laying of the hearth is heated to 60-80 ° C and the magnesite powder - to 100 ° C. The mixture is put into the furnace and stuffed with pneumatic rammers in layers of 30-40 mm. This method of manufacturing the working layer of the hearth is very laborious, as it is accompanied by the release of harmful gases.
On most electric arc steelmaking furnaces, the filling of the working layer of the hearth is carried out dry with magnesite powder containing 65-75% of grains with a size of 0.1-4 mm, 25-35% of grains <0.1 mm, and 15% of particles with a size of <0.06 mm. Before stuffing, the lining of the hearth is thoroughly cleaned, and the depth of the bath is measured at the level of the threshold of the filling window and the bottom of the outlet (should be at least 1300 mm).
The slopes are stuffed simultaneously with the hearth, while to reduce slipping onto the hearth, the stuffing mass is moistened. The thickness of the padding layer of the hearth should be >200 mm for a tub depth of >1100 mm. The packing density is checked with a metal rod 4-5m.
After stuffing, the hearth is covered with sheet iron 3-5 mm thick. To prevent damage to the hearth during filling, the distance between the filling basket and the hearth should not exceed 0.5 m.
To reduce downtime of the electric arc steelmaking furnaces due to repairs, the laying and packing of the lining of the hearth of arc furnaces are carried out in advance in a spare frame, while the consumption of boiler iron for the manufacture of an additional furnace casing is compensated by the savings received from a reduction in the duration of repairs.
The arch of the arc furnace has increased wear compared to other parts of the lining. To a greater extent (2-3 times) the central part of the arch wears out, mainly near the electrodes. A significant increase in the durability of the vault lining was achieved through the use of water-cooled elements in the masonry.
For the lining of vaults, magnesite-chromite bricks are most widely used and much less often - dinas bricks. A number of foreign factories use high-alumina bricks. The arch is stuffed on a domed metal template, with a certain lifting arrow. The amount of convexity of the masonry of the vault depends on the material of the lining. The ratio of the height of the bulge (lift boom) to the diameter of the arch is 1:12 for Dinas, and 1:10 for magnesite chromite. The template has recesses for electrode holes in the masonry and clamps for precise installation of the vaulted frame. With the correct placement of the frame on the template and the correspondence of the holes in the masonry of the roof to the location of the electrodes, the oxygen lance, and the gas exhaust on the furnace, a significant saving in time is obtained for replacing the roof with a worn lining and, in addition, an increase in the service life of the new roof.
Depending on the capacity of the electric arc steelmaking furnace, service conditions, and wear characteristics of the refractory lining of the vaults, four laying methods are used: arched, sector-arched, sector and combined (annular on the periphery, and sector in the center). Arched masonry is used on small-capacity furnaces. The most common is sector-arched masonry. It is performed with shaped bricks. In the beginning, through the middle of the vault, usually two bricks wide, a massive arch is laid out, to which another arch is brought at a right angle. The sectors between the arches are filled with bricks in a certain sequence.

.jpg "EAF Steelmaking")
.jpg "Electric Arc Furnace Graphite Electrode")









.jpg)







