
EAF-16500KVA Submerged Arc Furnace
EAF-16500KVA Submerged Arc Furnace for Sale
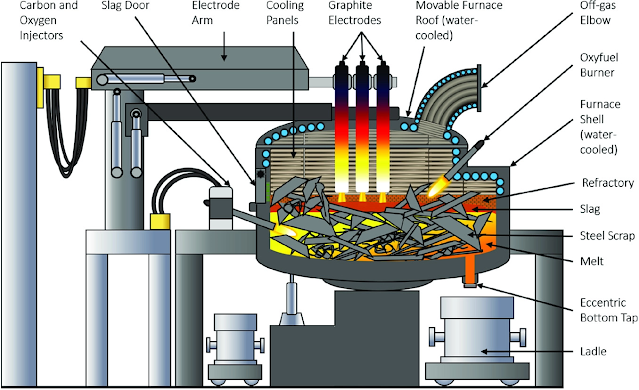
Introduction to Submerged Arc Furnace: Submerged Arc Furnace is mainly used for reducing and smelting ore, carbonaceous reducing agents and solvents, and other raw materials. It mainly produces ferrosilicon, ferromanganese, ferrochromium, ferrotungsten, silicon-manganese alloy, and other ferroalloys, which are important industrial raw materials in the metallurgical industry and chemical raw materials such as calcium carbide.
Its working feature is to uses carbon or magnesia refractory materials as the furnace lining and use self-cultivating electrodes.
The electrode is inserted into the furnace material for submerged arc operation, using the energy and current of the arc to pass through the furnace material, and the energy generated by the resistance of the furnace material to smelt metal, feeding successively, intermittently tapping iron slag, an industrial electric furnace that operates continuously.
The main technical parameters of Submerged Arc Furnace
1. Main parameters of the Submerged Arc Furnacefurnace body
Shell diameter (mm) Φ8400
Shell height (mm) 4500
Furnace diameter (mm) Φ6800
Hearth depth (mm) 2600
Electrode diameter (mm) φ1200
Electrode distribution circle diameter (mm) 2900±50
Electrode travel (mm) 1200/ 2000
Electrode lifting speed (m/min) 0.5
Number of tapholes (pieces) 2/120º
Copper wattage per electrode (block/root) 6
Cooling water consumption 250t/h
2. Submerged arc furnace transformer
Transformer Model HKSSP-16500/110
Transformer power (kVA) 16500+20%
Primary voltage (kv) 110
Secondary voltage (V) 115~154~193 (115v~154v constant current
154v~193v constant power)
Secondary rated voltage (V) 154
Secondary rated current (kA) 61.9
Short-circuit impedance <6% at 154V, internal impedance of the coil ≤5%
Wiring method △/△-12 six windings
Voltage regulation method Electric non-excitation voltage regulation
Cooling method OFWF forced oil circulation water cooling, YS1-200×2 water cooler
36 side outlet terminals (Φ65×10T2 copper tube) length 200mm
3. Short network electrical parameters
Conductive copper tube current density 3~4.5/mm2
The contact current density between copper tile and electrode is 1.9~2.5A/cm2
The current density of the water-cooled cable is 3~4.5A/mm2
Short net imbalance < 10%
Electrode allowable current density 6.1A/cm2
4. Main parameters of the electrode shaft system
Lift cylinder diameter (mm) 200
Piston working stroke (mm) 1200
Overhaul stroke (mm) 2000
Lifting speed (m/min) 0.5
Working pressure (Mpa) 8~12
Copper wattage (a) 6
Brake mode Airbag double brake
Pressure release cylinder stroke (mm) 100
Working pressure (Mpa) 7
Tight copper tile method Piston pressure ring
Cylinder diameter (mm) 125
Cylinder stroke (mm) 50
Working pressure (Mpa) 2.5~5
5. Hood
Hood height (mm) 2000
Hood diameter (mm) 8200
Chimney diameter (mm) 1600
Number of chimneys (pieces) 2
6. Hydraulic station
Gear pump working pressure (Mpa) 16
Hydraulic medium Anti-wear hydraulic oil N46
7. Cooling water requirements
Water volume: m3/h. Taiwan 250
Pressure MPa ≥0.3
Cooling water quality PH 6~8
Total hardness <10mg/L(Cao)
Suspended solid <10mg/L
Inlet water temperature <32℃
3. Complete range
1 mechanical part
1.1 furnace body
Furnace shell (including I-beam) 1 set
Furnace lining 1 set
1.2 Smoke exhaust system
Smoke hood 1 set
Chimney 2 sets
1.3 Handler
Hanging oil cylinder steel platform 1
3 handles
Protective set (all non-magnetic stainless steel) 3 pcs
3 pressure rings
3 sets of guide wheels, upper and lower supports of the oil cylinder, suspension, conductive copper pipes, fixed mounts, and airbag supports
3 sets of polar heart seal adjustment device (all non-magnetic stainless steel)
1.4 Short net
Compensation water cooling cable SL1600 mm 36pcs
Water cooling cable SL1600mm 36pcs
Copper tube Φ65×10T2 1 set
18 sets of forged copper tiles
Copper row 1 set
1.5 hydraulic system 1 set
1.6 Pneumatic system 1 set
1.7 Furnace front cooling water system 1 set
1.8 Batching and feeding system 1 set
1.9 step feeding and unloading system 1 set
1.20 tapping system 1 set
1.21 insulating piece 1 set
1.22 standard parts 1 set
2. Electrical equipment
2.1 Furnace low-voltage electrical system 1 set
2.2 High voltage electrical system 1 set
2.3 Loading and batching control system 1 set
2.4 Furnace transformer 1 set
Free send inquiries to stella@hanrm.com if any needs.
Email: stella@hanrm.com Or stellarollingmill@gmail.com
Whatsapp/Wechat:+8615877652925
Website: https://www.hanrm.com
Melting Features of Medium Frequency Electric Furnace
EAF Steelmaking Cleaner Production Technology
What are the Advantages and Disadvantages of Blast Furnace?
Characteristics of Electric Arc Furnace Steelmaking
Walking Beam Reheating Furnace VS Push-steel Reheating Furnace
Why Intermediate Frequency Furnace cannot be Turned on Normally?

.jpg)








没有评论:
发表评论